

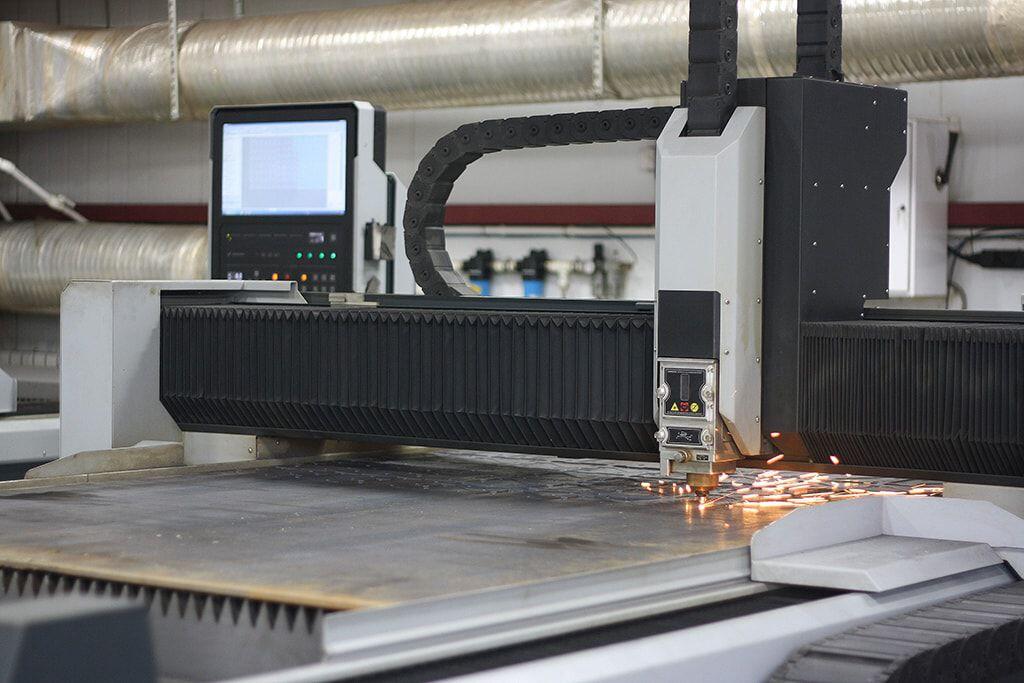
Laserowe cięcie blach to zaawansowana technologia obróbki (cięcia) różnego rodzaju materiałów, szeroko stosowana na całym świecie. Szybkość, elastyczność, dokładność, wysoka jakość i niski koszt to główne zalety tej technologii. Ogrzewanie termiczne wymaganego obszaru blachy w celu utworzenia strefy stopienia i częściowego odparowania odbywa się poprzez wystawienie jej na działanie wąsko ukierunkowanej wiązki laserowej o dużej mocy i spójności.
Dalsze usuwanie stopionego metalu ze strefy cięcia odbywa się pod wpływem gazu procesowego dostarczanego do strefy cięcia pod wysokim ciśnieniem. Metal jest również częściowo odparowywany ze strefy cięcia. Dzięki temu cięcie laserowe blachy jest geometrycznie precyzyjne i ma stałą jakość. Praktycznie nie ma stożków, zgorzelin, pęknięć, zadziorów.


W celu osiągnięcia wymaganych wyników przy laserowej obróbce metalu, konieczne jest staranne dobranie sprzętu tnącego, parametrów obróbki, a także gazu procesowego, za pomocą którego metal będzie cięty.
Dziesiątki ustawień centrum tnącego mają bezpośredni wpływ na jakość i szybkość produkcji części.
Konieczne jest uwzględnienie charakterystyki operacyjnej i możliwości używanego sprzętu, ogólnych wymiarów produkowanej części, wymagań dotyczących dokładności geometrycznej i jakości cięcia, rodzaju obrabianego stopu i grubości obrabianej części. Ważne jest, aby zrozumieć, że laserowe cięcie metalu jest zwykle tylko pierwszym etapem w procesie produkcji produktu końcowego. Dlatego też należy wziąć pod uwagę, jakim operacjom technologicznym zostanie poddana obrabiana część na kolejnych etapach produkcji.
Jeśli chodzi o prędkość, jaką może zapewnić laserowe cięcie metalu, ostatecznie wpływa na nią grubość przedmiotu obrabianego i rodzaj stopu, poziom przewodności cieplnej i stopień odbicia metalu, moc i możliwości techniczne zastosowanego sprzętu laserowego itp.


